包覆焊接工艺:双金属结合的核心技术
Clad Welding Process: Core Technology for Bimetallic Bonding
1. Introduction
包覆焊接是生产双金属导体的核心技术,通过将铜带包覆在芯材周围并进行冶金结合,实现两种金属的永久连接。
创建包覆焊接过程动画
1:002.
2.1 芯材准备
芯材Surface必须清洁、无氧化,以确保良好的结合。
2.2 包覆材料准备
铜带需要经过清洗、脱脂和Surface活化处理。
3. WeldingProcess
3.1 焊接参数
焊接温度、压力和速度是影响结合质量的关键参数。
3.2 焊接方式
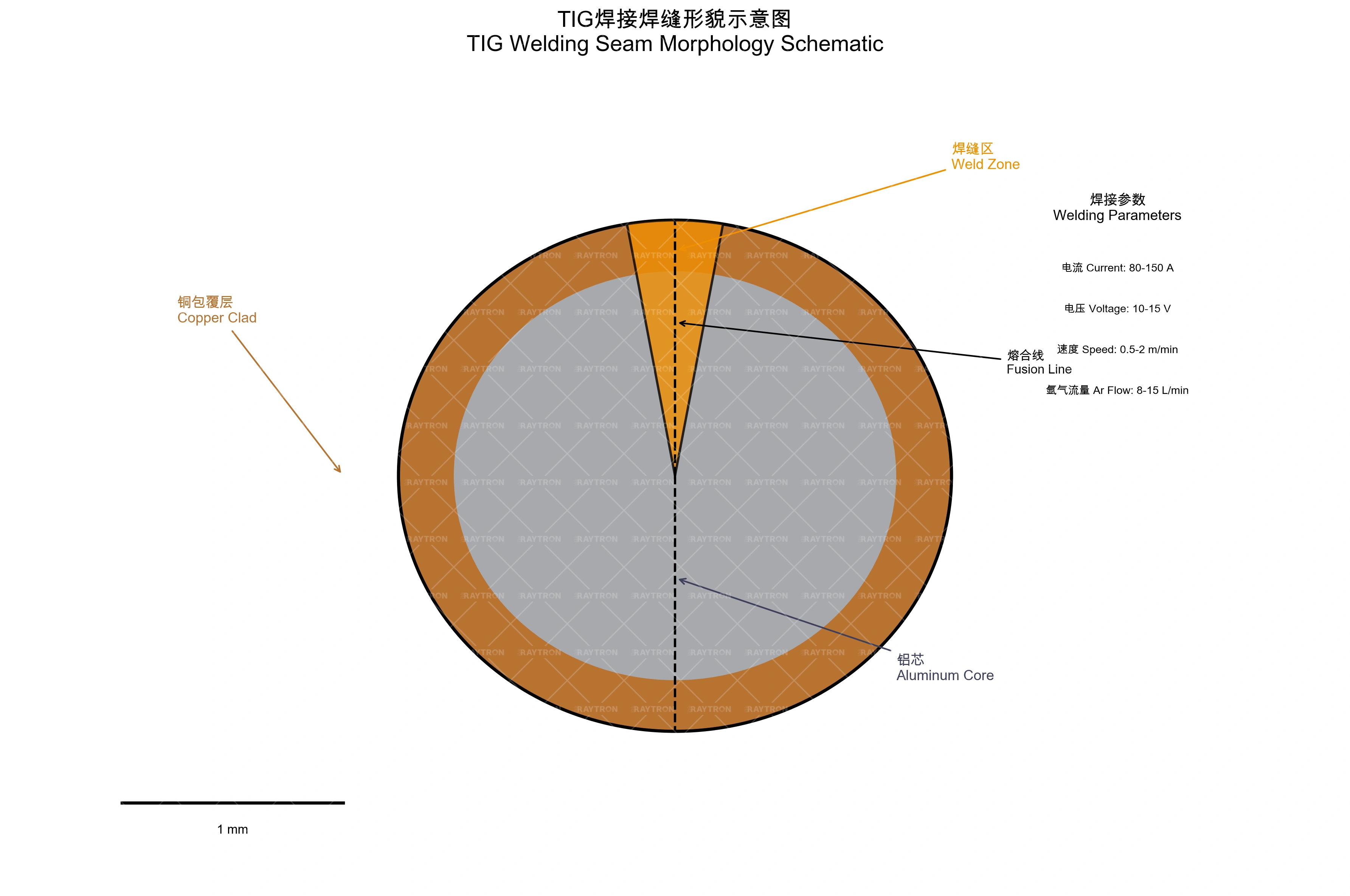
主要采用氩弧焊或激光焊进行铜带纵缝焊接。
4. DrawingProcess
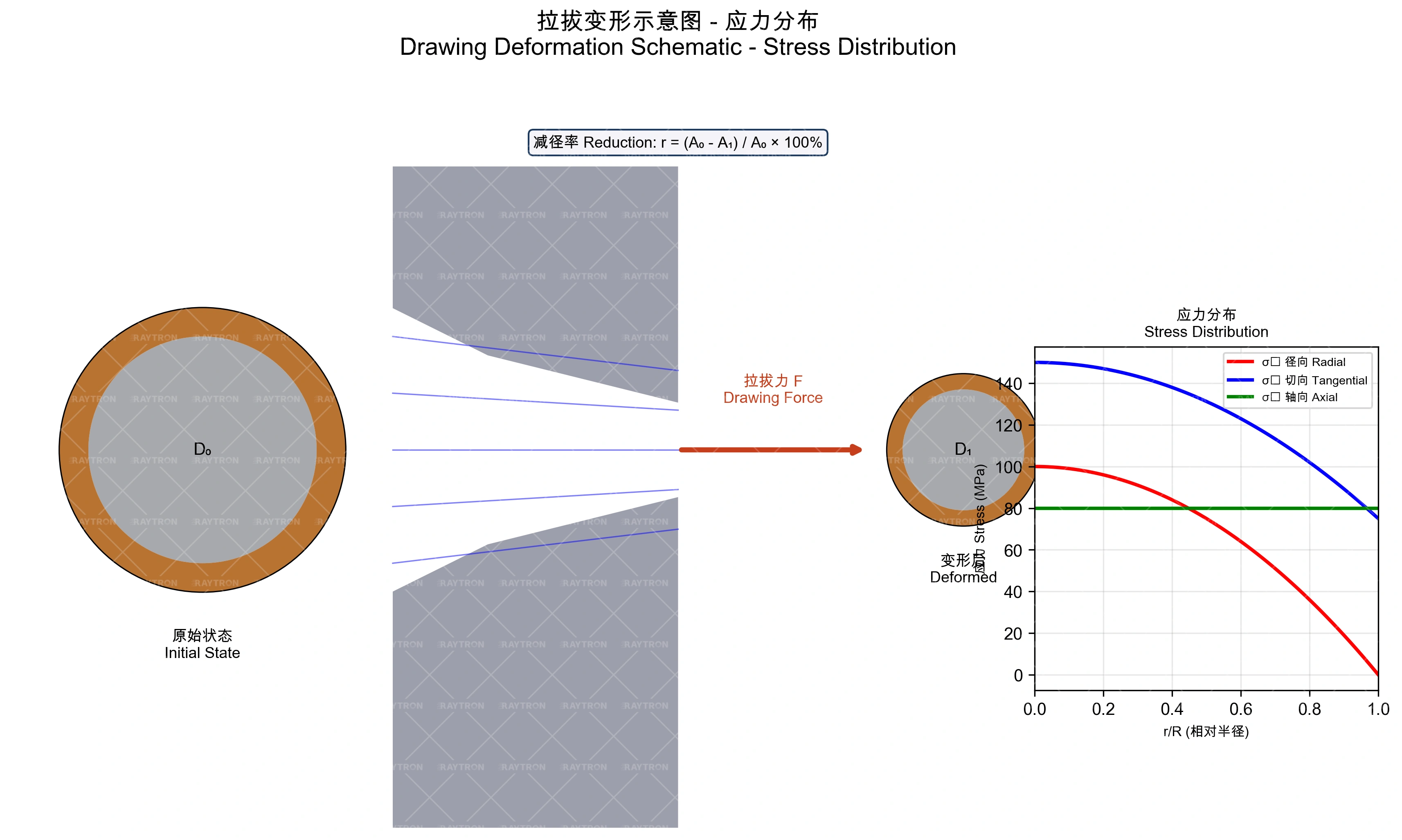
4.1 拉拔道次设计
4.2 加工硬化控制
需要通过中间退火控制加工硬化程度。
5. Interface
界面形成包括:初始接触、扩散开始、金属间化合物形成、稳定结合。
6. ProcessOptimization
通过实验设计(DOE)方法优化工艺参数。
7.
8. Conclusion
包覆焊接工艺是双金属导体生产的核心技术,通过优化工艺参数可以获得高质量的冶金结合。
FAQ
包覆焊接与电镀工艺有何本质区别?
包覆焊接产生冶金结合,结合强度>150MPa,层厚度20-200μm,高温性能优异。电镀是机械附着,结合强度<50MPa,层厚度通常<10μm,热循环下易分层。包覆焊接Products具有永久性结合。
包覆焊接工艺的主要步骤是什么?
主要步骤包括:1)材料准备(铜带和芯材清洗);2)铜带包覆成型;3)纵缝焊接;4)多道次拉拔;5)中间退火;6)最终尺寸拉拔;7)质量检测。每个步骤都需要精确控制参数。
如何避免包覆焊接中的常见缺陷?
分层:提高焊接温度和压力;裂纹:增加中间退火,控制加工硬化;偏心:调整包覆对中,确保铜带均匀包覆;界面缺陷:控制气氛,防止氧化。定期维护设备和检验原材料。
图表
Create Cladding Welding Process Process Flow Diagram
Copper Strip Cladding Aluminum Rod Cross-Section Schematic Diagram
Create Welding Temperature on Bonding Strength Impact Curve
Drawing Pass Design Schematic Diagram
InterfaceFormation Process Schematic Diagram
Common DefectsSEM Photo
表格
| Parameter | CCA | CCS | NCC |
|---|---|---|---|
| Welding Temperature (°C) | 300-400 | 400-500 | 350-450 |
| Welding Speed (m/min) | 5-20 | 3-15 | 5-15 |
| DrawingReducedDiameterRate (%) | 15-25 | 10-20 | 15-22 |
| Material | Purity | Surface Requirements | Dimensional Tolerance |
|---|---|---|---|
| Copper Strip | ≥99.9% | No Oxidation、No | ±0.02 mm |
| Aluminum Rod | ≥99.5% | Cleaning、Dry | ±0.1 mm |
| Steel | LowCarbonSteel | 除Rust、Cleaning | ±0.1 mm |
| Parameter | LowValue | MostExcellent | HighValue |
|---|---|---|---|
| Temperature (°C) | 280 | 350 | 420 |
| Compressive Force (MPa) | 150 | 250 | 350 |
| Speed (m/min) | 5 | 12 | 20 |
| Pass | 入口 Diameter (mm) | 出口 Diameter (mm) | ReducedDiameterRate (%) |
|---|---|---|---|
| 1 | 10.0 | 8.5 | 28 |
| 2 | 8.5 | 7.2 | 28 |
| 3 | 7.2 | 6.1 | 28 |
| 4 | 6.1 | 5.2 | 27 |
| Defects | Reason | Solution |
|---|---|---|
| Delamination | BondingNon-Good | 提High Welding Temperature |
| Crack | ExcessDegree Processing Hardening | Increase Annealing |
| 偏心 | CladdingNon-uniform | 调整 on in |
参考文献
- ASTM B566-04: Standard Specification for Copper-Clad Aluminum Wire ASTM (2020)
- Welding Handbook ASM International (2021)
- Clad Welding Process Optimization Internal Report TR-2025-032 (2025)
